焊缝长度为两构件之搭接长度指的是什么?
 空灵紫茗2022-10-04 11:39:541条回答
空灵紫茗2022-10-04 11:39:541条回答
焊缝长度为两构件之搭接长度指的是什么?
角钢与连接板搭接,共有4个角焊缝,能不能理解为围焊
角钢与连接板搭接,共有4个角焊缝,能不能理解为围焊
已提交,审核后显示!提交回复
共1条回复
 我是海浪 共回答了22个问题
我是海浪 共回答了22个问题 |采纳率95.5%- 意思是两构件搭接的地方全部焊接
- 1年前
相关推荐
- 关于物理涡流高频焊接的原理 工件上只有焊缝处温度升得很高,这是因为焊缝处的电阻很大 为什么啊 不是电阻越多 涡流越弱吗?
关于物理涡流
高频焊接的原理 工件上只有焊缝处温度升得很高,这是因为焊缝处的电阻很大 为什么啊 不是电阻越多 涡流越弱吗?I越少 怎么温度升的越高啊!那么采用硅铝材料 电阻率很大 那温度不是很高 那不是不好吗?疑问啊城通11年前1 -
e32xtf4 共回答了18个问题
|采纳率88.9%Q=I^2*R 电流一样 某处电阻大 热效应大
R=电阻率*(l/S) 电阻率大不一定电阻大
懂了没?1年前查看全部
- 焊接图 角焊,一条直线上有三段焊缝,一条长度为30mm,另外两条为5mm,间隔100mm,这个在图纸上怎么表达?
焊接图 角焊,一条直线上有三段焊缝,一条长度为30mm,另外两条为5mm,间隔100mm,这个在图纸上怎么表达?
是总体焊接之前的点焊拼接,就点上几点点焊就行了的那种,间隔啊,焊缝长度啊什么的都不需要具体要求.
直线上的还好办,不行我具体写出来,那要是在曲线上呢,那怎么标注啊?
我是新手,一点经验都没有.我也没见过类似的图,大哥有没有点焊拼接的图,发我张看看.王大头头1年前1 -
hanbin520 共回答了21个问题
|采纳率95.2%1x30(100),2x5(100).在此前面加上焊脚符号和焊脚高度即可.1年前查看全部
- 怎样处理不锈钢焊缝金属结晶时的偏析
怎样处理不锈钢焊缝金属结晶时的偏析
是在焊接过程中怎样控制馥儿与星月之约1年前1 -
地狱睡神 共回答了14个问题
|采纳率92.9%首先建议你先检验下你原料,再确认你的产品是否是锻件.在现在化炼钢设备中很少出现偏析这个问题,可能你们采购的原料是小钢厂的问题.
偏析分为三种:1.晶内偏析,该情况取决于浇铸时的冷却速度,偏析元素扩散能力和固相线倾斜度等.可以通过退火将偏析消除;2.区域性偏析:在较大范围内化学成分不均匀的现象,退火无法将该情况消除,这种偏析与浇温、浇速等有关;3.比重偏析:合金凝固时析出的初晶与余下的液体存在较大的比重差,最终导致材料出现分层、化学成分不均匀的情况.可采用降低浇温加大冷却速度,加入微量元素形成比重适当等.
你可以判断出现偏析的种类,并针对性的采取一些措施.
合金中各组成元素在结晶时分布不均匀的现象称为偏析.焊接熔池一次结晶过程中,由于冷却速度快,已凝固的焊缝金属中化学成分
来不及扩散,造成分布不均,产生偏析.
焊缝中的偏析现象有以下三种:
⑴显微偏析 熔池一次结晶时,最先结晶的结晶中心金属最纯,后结晶部分含其它合金元素和杂质略高,最后结晶部分,即结晶的外
端和前缘所含其它合金元素和杂质最高.在一个柱状晶粒内部和晶粒之间的化学成分分布不均现象称为显微偏析.
⑵区域偏析 熔池一次结晶时,由于柱状晶体的不断长大和推移,会把杂质“赶”向熔池中心,使熔池中心的杂质含量比其它部位多,
这种现象称为区域偏析.
焊缝的断面形状对区域偏析的分布影响很大.窄而深的焊缝,各柱状晶的交界在其焊缝的中心,因此焊缝中心聚集有较多的杂质,见
图1.这种焊缝在其中心部位极易产生热裂纹.宽而浅的焊缝,杂质则聚集在焊缝的上部,见图1b,这种焊缝具有较高的抗热裂能力.
⑶层状偏析 熔池在一次结晶的过程中,要不断地放出结晶潜热,当结晶潜热达到一定数值时,熔池的结晶就出现暂时的停顿.以后
随着熔池的散热,结晶又重新开始,形成周期性的结晶,伴随着出现结晶前沿液体金属中杂质浓度的周期变动,产生周期性的偏析称为层状偏析.层状偏析集中了一些有害元素,因此缺陷往往出现在层状偏析中.由层状偏析所造成的气孔.1年前查看全部
- 二保焊针对什么样的焊缝有哪些运丝的方式?
pandaixin031年前1
-
saybye 共回答了19个问题
|采纳率84.2%焊丝合适的伸出长度应为焊丝直径的10~20倍,一般在5~15mm范围内,现场焊的焊机上都有一个送丝机构,具体送丝的的速度可以调节,送丝速度是根据焊接工艺评定确定的,并不是一个定值.你们应该做一下评定.1年前查看全部
- 在高频焊接中,线圈通交流电.金属工件的焊缝会产生大量热,将焊缝熔化焊接,要使得焊接处产生大量热采用( )
在高频焊接中,线圈通交流电.金属工件的焊缝会产生大量热,将焊缝熔化焊接,要使得焊接处产生大量热采用( )
A.增大交变电压 B.增大交变电流频率 C.增大焊缝的电阻 D.减小焊缝电阻rose_w1年前5 -
零星爱看 共回答了20个问题
|采纳率100%ABC1年前查看全部
- 00埋弧焊的主要工艺参数对焊缝形状及质量有何影响
爱哥哥的小猪猪1年前1
-
nothbuth 共回答了14个问题
|采纳率78.6%埋弧焊的主要工艺参数对焊缝形状及质量有何影响 埋弧焊的焊接参数主要有:焊接电流、电弧电压、焊接速度、焊丝直径和伸出长度等.①焊接电流 当其他参数不变时,焊接电流对焊缝形状和尺寸的影响.一般焊接条件下,焊缝熔...1年前查看全部
- 焊缝标注中数字的含义,5角焊缝符号25(100)25,I形焊缝边上加一个5表示什么意思?5角焊缝
焊缝标注中数字的含义,5角焊缝符号25(100)25,I形焊缝边上加一个5表示什么意思?5角焊缝
符号4X60(100)表示什么意思?其中角焊缝符号大家应该知道吧?清风加明月1年前1 -
唯一的爱人 共回答了20个问题
|采纳率100%5角焊缝符号25(100)25,=焊脚高度为5mm,每道焊缝长25mm,中间间距为100MM.
I形焊缝边上加一个5表示什么意思-= 焊缝尺寸为5mm,就是对接焊缝厚5MM
5角焊缝=焊脚高度为5mm
符号4X60(100)=4道焊缝,每道焊缝长60mm,中间间距为100MM
其中角焊缝符号大家应该知道吧=是三角形的.1年前查看全部
- 英语翻译1.上节管开设45°坡口,装配后对焊缝进行打磨后再焊.2.接缝焊妥后,用顿化膏涂抹焊缝,再用清水冲洗
Zoozi1年前2
-
ww22ee 共回答了16个问题
|采纳率93.8%1.At 45 ° tube opening groove,the assembly after the weld after welding to polishing.
2.Joints welded properly,the use of plaster applied Dayton weld,and then rinse1年前查看全部
- 为什么焊缝中会形成柱状晶?为什么钢铁中看不到,而镁,铝中能看到?
乌云盖顶1年前2
-
天蓝aaaa 共回答了17个问题
|采纳率100%柱状晶产生的原因是因为焊接过程中,焊接温度高于熔点很多,熔池容易过热,晶粒长大很快,因此,在焊缝中会形成柱状晶.
镁、铝等金属熔点相对于钢铁熔点较低,过热度要比钢铁大得多,因此有利于柱状晶长大,所以在镁铝焊缝中容易看到柱状晶.1年前查看全部
- 焊缝高度是不是焊缝的厚度 指的什么 能发个图看看吗
深海里的潜水鱼1年前1
-
闲倚一只藤 共回答了16个问题
|采纳率87.5%焊缝高度不是焊缝的厚度. 一般角焊缝的高度是由两块钢板中薄板的厚度决定的, 对于薄板一般为薄板的0.7倍.对于中厚板,看是否有坡口要求, 要根据实际情况确定.1年前查看全部
- 三个钢板两两垂直对焊,为什么中间要切割一个三角形出来,而不能让焊缝交于一点?说是什么三向应力放散?
_博乐欣1年前1
-
差错Mylove 共回答了19个问题
|采纳率89.5%这个题目,你放在物理版我都觉得你放错地方了,何况这里是数学版……
还好,我大学学造船的,焊接还是懂一点的……
焊接不是像涂胶水那样粘上就行的,是通过把小区域内的金属加热到融化,然后让融化的金属重新凝固成固体,这样就把需要连接的部位连上了.
垂直焊缝是不允许相交的!因为,焊缝本身的强度就已经比焊材(就是钢板啦)要弱了,而相交的地方,因为构成形状,以及焊丝、加热等的不便,那个地方是很难焊透的,而且,那个地方会是整个结构应力最大的地方(就是三个方向的应力都会在那个地方集中).所以,不允许出现这样的地方.
而切割三角形,是为了可以在边缘的地方加以焊透,使到局部的强度得到保证.1年前查看全部
- 焊缝和焊道是同一种意思么?
把酒祝东风0001年前1
-
亦清心 共回答了18个问题
|采纳率77.8%焊缝是在母材表面或者母材之间用焊材堆高或者填充的部份.坡口较大的焊缝大多是要焊几层才能形成,每层又由几条焊缝组成一层,如某一层由三条焊缝组成,那就是三条焊道,焊道是指一层焊缝中具体焊缝的条数.如果焊薄的工件,只要一层就行,那就是单层单道的焊缝.1年前查看全部
- 但其它条件不变时,若分别改变焊接电流和电压,焊缝的厚度,余高和宽度如何变化?
yxyw20131年前2
-
趴在铁塔上 共回答了14个问题
|采纳率85.7%电流决定着焊接的深度以及高度 电压决定着焊接的宽度和厚度 电压与电流成反比 大流大了焊接深度厚度高度都变大宽度降低 电压大了宽度加大但是深度厚度高度下降1年前查看全部
- 英语翻译支架悬臂与梁之间的焊缝未焊透.支架悬臂与梁之间的焊缝有焊瘤.
尘封亡灵1年前4
-
红袖满楼 共回答了20个问题
|采纳率95%The bracket cantilever between the soldering seam/weld bead/weld joint and the beam /purlin/bridge/ridge is not welded well.
There is a overlap/weld beading/flash between the soldering seam/weld bead/weld joint and the beam /purlin/bridge/ridge
我不太懂这些个术语,有斜杠的最好自己查一下,除了术语以外的就是基本句型.1年前查看全部
- 1.焊缝符号中焊缝的基准线是什么意思?(一条实线一条虚线) 2.
1.焊缝符号中焊缝的基准线是什么意思?(一条实线一条虚线) 2.
请高手详细讲释这两条线的实际意义?傻瓜都一样zj1年前1 -
不倒翁笨笨 共回答了21个问题
|采纳率85.7%基准线就是所指图中位置的焊接件的表面,实线表示焊件的正面,虚线表示焊件的反面.1年前查看全部
- 焊接结构钢时,焊条的选用原则是焊缝成分与焊件成分一致
焊接结构钢时,焊条的选用原则是焊缝成分与焊件成分一致
这句话对错,麻烦说下原因,who4131年前1 -
不要这高 共回答了22个问题
|采纳率81.8%焊接结构钢的时候一般是考虑强度,所以焊条的强度应该和焊件的强度相等,也就是等强匹配.所以是错的.
希望我的回答对你有用,1年前查看全部
- 我们单位在拼焊16Mn,t=16mm,开双V对称焊缝,焊接间隙2.5mm,环境温度10℃左右,焊缝长2米,
我们单位在拼焊16Mn,t=16mm,开双V对称焊缝,焊接间隙2.5mm,环境温度10℃左右,焊缝长2米,
焊接时一面填充满,反面清根,清根时发现,整条焊缝出现纵向裂纹,肉眼可见,导致裂纹是什么原因?请高手指教.(材料CHT711,相当于手工焊的507)wangenyue1年前1 -
快乐雪花happy 共回答了18个问题
|采纳率94.4%1.焊接材料不合格.如:焊条质量,焊条种类选材不对,焊条受潮等.
2.焊接件不堪受力后产生裂纹,竖向裂缝为剪切力弯曲力所产生.
3.焊接前视情况需不需要预热.
4.焊前清理.除锈.1年前查看全部
- 00埋弧焊的主要工艺参数对焊缝形状及质量有何影响
ww谢谢1年前1
-
s-e-x-ykitty 共回答了9个问题
|采纳率100%埋弧焊的主要工艺参数对焊缝形状及质量有何影响 埋弧焊的焊接参数主要有:焊接电流、电弧电压、焊接速度、焊丝直径和伸出长度等.①焊接电流 当其他参数不变时,焊接电流对焊缝形状和尺寸的影响.一般焊接条件下,焊缝熔深与焊接电流成正比.随着焊接电流的增加,熔深和焊缝余高都有显著增加,而焊缝的宽度变化不大.同时,焊丝的熔化量也相应增加,这就使焊缝的余高增加.随着焊接电流的减小,熔深和余高都减小.②电弧电压 电弧电压的增加,焊接宽度明显增加,而熔深和焊缝余高则有所下降.但是电弧电压太大时,不仅使熔深变小,产生未焊透,而且会导致焊缝成形差、脱渣困难,甚至产生咬边等缺陷.所以在增加电弧电压的同时,还应适当增加焊接电流.③焊接速度 当其他焊接参数不变而焊接速度增加时,焊接热输入量相应减小,从而使焊缝的熔深也减小.焊接速度太大会造成未焊透等缺陷.为保证焊接质量必须保证一定的焊接热输入量,即为了提高生产率而提高焊接速度的同时,应相应提高焊接电流和电弧电压.④焊丝直径与伸出长度 当其他焊接参数不变而焊丝直径增加时,弧柱直径随之增加,即电流密度减小,会造成焊缝宽度增加,熔深减小.反之,则熔深增加及焊缝宽度减小.当其他焊接参数不变而焊丝长度增加时,电阻也随之增大,伸出部分焊丝所受到的预热作用增加,焊丝熔化速度加快,结果使熔深变浅,焊缝余高增加,因此须控制焊丝伸出长度,不宜过长.⑤焊丝倾角 焊丝的倾斜方向分为前倾和后倾.倾角的方向和大小不同,电弧对熔池的力和热作用也不同,从而影响焊缝成形.当焊丝后倾一定角度时,由于电弧指向焊接方向,使熔池前面的焊件受到了预热作用,电弧对熔池的液态金属排出作用减弱,而导致焊缝宽而熔深变浅.反之,焊缝宽度较小而熔深较大,但易使焊缝边缘产生未熔合和咬边,并且使焊缝成形变差.⑥其他 a.坡口形状 b.根部间隙 c.焊件厚度和焊件散热条件.1年前查看全部
- 螺旋钢管焊缝处理的方法是什么?
枕流雅筑1年前1
-
gjbc 共回答了18个问题
|采纳率88.9%1.如空隙过大,则构成附近效应削减,涡流热量缺乏,焊缝晶间接合不良而发生未熔合或开裂. 2.如空隙过小则构成附近效应增大,焊接热量过大,构成焊缝烧损;或许焊缝经揉捏、滚压后构成深坑,影响焊缝表面质量. 将管坯的两个边际加热到焊接温度后,在揉捏辊的揉捏下,构成一起的金属晶粒相互浸透、结晶,结尾构成结实的焊缝.螺旋钢管若揉捏力过小,构成一起晶体的数量就小,焊缝金属强度降低,受力后会发生开裂;若是揉捏力过大,将会使熔融状况的金属被挤出焊缝,不光降低了焊缝强度,并且会发生很多的表里毛刺,乃至构成焊接搭缝等缺点. 螺旋钢管1年前查看全部
- 工程力学问题如图所示,两块钢板焊接连接,作用在钢板上的拉力F=282.8KN,高度h=10mm,焊缝的许用切应力〔て〕=
工程力学问题
如图所示,两块钢板焊接连接,作用在钢板上的拉力F=282.8KN,高度h=10mm,焊缝的许用切应力〔て〕=100MPa,则所需焊缝的长度L为多少?易姿1年前1 -
我是好摄者 共回答了15个问题
|采纳率100%最小剪切面积为:A=√2/2h×L
故:τ=F/(2A)=(282.8×1000)/(2×1.414/2×10×L)=20000/L=[τ]=100
解得:L=200
为提高安全性,可以在这基础上适当增加L的长度.1年前查看全部
- 焊接工艺卡的环形焊缝简图怎么画啊?
焊接工艺卡的环形焊缝简图怎么画啊?
这是一个常压热水锅炉的左视图,请问把下部分的进水口和锅壳的焊缝剖视图怎么画出来?
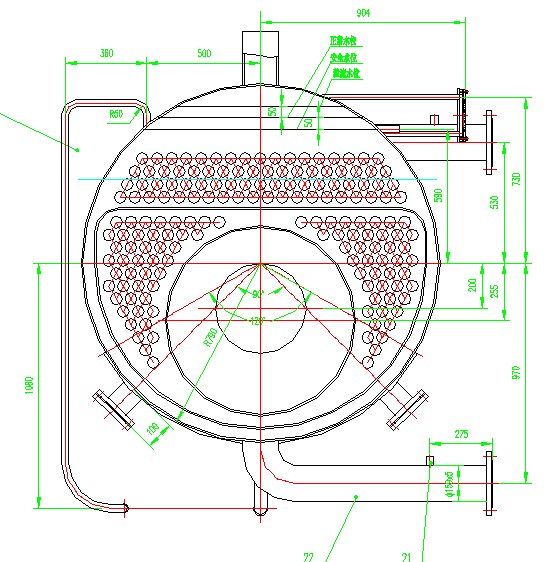 JDY东东1年前1
JDY东东1年前1 -
老歌新唱008 共回答了13个问题
|采纳率92.3%都在主视图上相关位置标一个局部放大标识,然后:看下图:
 1年前查看全部
1年前查看全部

- 焊接面能不能在一个平面请问两个同样是对接的焊缝能不能在一个平面,就像钢筋的焊接接头不能再一个平面内一样,对于对接焊缝或角
焊接面能不能在一个平面
请问两个同样是对接的焊缝能不能在一个平面,就像钢筋的焊接接头不能再一个平面内一样,对于对接焊缝或角焊缝能不能在一个面上?
谢谢!!我是希望看看,有没有规范提及此事!!紫色小龙1年前2 -
苏加诺的 共回答了21个问题
|采纳率90.5%我明白你的意思,这种情况下,如果是验收工程肯定要错开,如果是小型私活,结构没问题,节约成本的前提下可以不错开.1年前查看全部
- 机械制图中角焊缝的三角符号下面加一条虚线,表示的含义是什么?
向往yy1年前1
-
tcm_roger 共回答了14个问题
|采纳率71.4%虚线,即基准线,表示的含义是焊缝的另一面,即在箭头线所指的另一侧(非箭头侧)进行焊接.1年前查看全部
- 这个焊缝表示的是什么意思
人要点良心1年前1
-
杀―人救杜会 共回答了14个问题
|采纳率85.7%角接接头的组合焊缝(1、对接开单面单V形45度坡口,钝边2mm,组对间隙2mm;. 2、开坡口的背面是单面角焊缝,焊角高度是6mm)1年前查看全部
- 请教水管锅炉新标准问题水管锅炉新标准,GB16507.4中,“当元件计算壁温超出持久强度确定许用应力的起始温度时,焊缝减
请教水管锅炉新标准问题
水管锅炉新标准,GB16507.4中,“当元件计算壁温超出持久强度确定许用应力的起始温度时,焊缝减弱洗漱取值不应大于0.80”应该怎么解释啊?CHDSKGF1年前1 -
无语919 共回答了19个问题
|采纳率94.7%我的理解是:高温时(超过400度)要根据材料的持久强度来确定材料的许用应力,这个400度就是起始温度.当设计的原件计算壁温超过400度时,那么按持久强度所确定材料的许用应力也跟着下降,因此就规定了个0.8最为减弱系数的上限,也是出于安全考虑.至于这个0.8是根据啥规定的,我想可能是通过试验或经验确定的吧,就不用深究了.1年前查看全部
- 直径22焊缝长度怎么算
aag1年前1
-
shianping 共回答了16个问题
|采纳率93.8%3,14乘以21年前查看全部
- 焊条电弧焊热焊法焊接灰铸铁时,可得到()焊缝
焊条电弧焊热焊法焊接灰铸铁时,可得到()焊缝
A铸铁组织 B钢组织 C白口铸铁组织 D有色金属组织日尧九日1年前1 -
nmfdgjn 共回答了12个问题
|采纳率100%选择A
用热焊法时,焊件冷却缓慢,温度分布均匀,有利于消除白口组织,减少应力,防止产生热裂纹.1年前查看全部
- 氩弧焊和镭射焊的焊缝质量有没有区别?所适用的张力范围有没有什么差异?
氩弧焊和镭射焊的焊缝质量有没有区别?所适用的张力范围有没有什么差异?
不锈钢厂采用激光焊机好还是氩弧焊好?为什么?具体差异在那?彬彬君子20081年前1 -
weixia520 共回答了19个问题
|采纳率84.2%那要看你加工后的质量要求,一般来讲,氩弧焊就能满足焊接质量要求,但如果你对焊缝的质量要求很高,就要采用激光焊接.激光焊与氩弧焊最大的区别就是前者焊接时产生的温度相对很低,因此对于焊接过程中的热变形和变色也很小,一般适用于焊接后不用再作表面处理的产品的精密五金件.另外激光焊机的成本也会高出氩弧焊机很多倍,我们现在使用的松下氩弧焊机在一万多一点,算是最好的了,但激光焊机国产的也要差不多十万左右,如果型号大点,会更贵.激光焊机一般还要匹配一台自动化设备(机械手)才能达到最理想效果,这样下来,估计成本在80万左右.1年前查看全部
- 焊接符号两个,什么意思?这是两个焊缝,不是俯视图和侧视图.
chenmx0081年前1
-
寒羽寒 共回答了20个问题
|采纳率85%首先这张图表示的是一个物体吧. 图有点问题.侧视图跟俯视图明显有错误. 就算是一个工件的话好了.那左面的图的焊缝表示的是肋板顶端的焊缝高度.而右面的俯视图表示的肋板的两侧的焊缝高度. 你还是多看些实物与图纸的对照参考.对你以后看图有帮助.1年前查看全部
- 铣平端传递全部柱身压力?钢结构规范7.6.6规定受压柱端部为铣平端时,柱身最大压力直接由铣平端传递,连接焊缝应按最大压力
铣平端传递全部柱身压力?
钢结构规范7.6.6规定受压柱端部为铣平端时,柱身最大压力直接由铣平端传递,连接焊缝应按最大压力的15%或最大剪力中的较大值进行抗剪计算.我理解的是满足端部铣平的情况下,焊缝完全不需要考虑柱压力,只需验算剪力.这个剪力为最大压力10%或者按Af/85(fy/235)^0.5计算的剪力(取其中较大的)即可.但是兰定筠考前复习题第三套第26题把柱竖向压力和水平向的剪力组合起来考虑角焊缝的计算.个人觉得似乎不妥.我看对焊缝强度应该不用考虑竖向压力,要不"端面铣平"这一条就毫无意义了.夏志斌、姚谏的《钢结构》一书中甚至提到了,在欧洲规范中,即使端面未铣平,也允许考虑部分的竖向力由柱端面直接传递.诸位以为然否?(原帖发在钢结构板块,没人回答,重新在这贴一次)aoren20011年前1 -
joeyfei 共回答了18个问题
|采纳率83.3%同意楼主的说法,竖向力不对焊缝产生内力.查看原帖1年前查看全部
- 手工电弧焊,电压、电流、焊接速度及电弧长短对焊缝质量的影响,以及它们之间的相互关系
手工电弧焊,电压、电流、焊接速度及电弧长短对焊缝质量的影响,以及它们之间的相互关系
电弧长,电压就高,焊缝就越宽;能否这样理解,电弧长(电阻增大),通过的电流就减小,电压就增大,电压大了左右飘动更大,所以造成焊缝更宽?电弧短(电阻减小),通过的电流就增大,电压就减小,电压小了左右飘动变小,所以造成焊缝变窄,左右飘动小了,且电流增大了,致使温度高了,焊条金属和母材熔化的更透,熔化深度也就增加了?
电焊机上好像不能调节电压吧,只能调节电流大小吧?比如说钢筋搭接焊,为什么电流小了会夹渣了,夹渣是因什么原因造成的?电流大了,金属和药皮就熔化得更透彻,更能分离?前段时间在网上看到说,电弧长,吹力就越小,越容易夹渣?请问是这样吗?
还有焊缝上的气孔问题是什么原因造成的(HRB400螺纹钢筋,E5003 J502焊条)?霜满天_1年前2 -
fsfs212h54 共回答了14个问题
|采纳率92.9%电弧呈钟罩型,弧长越长下端范围越大.焊缝宽窄主要是液态金属的宽度方向铺展的问题,电压高、电弧作用范围大、同时熔滴过渡的铺展范围也大,因此焊缝很宽.电压决定弧长、决定电弧的作用范围,但不是线性的.电流强度决定了热输入,或者说熔化深度,以及熔滴过渡形式,从小到大一般大颗粒、射滴、射流.低电压、大电流时电弧力较大,熔池搅拌充分,熔池流动剧烈,不容易夹渣.1年前查看全部
- 工程材料及加工工程:焊接如图所示的两种焊件,其焊缝布置是否合理?若不合理,请说明原因并在图上加以改正.(a)(b)
工程材料及加工工程:焊接
如图所示的两种焊件,其焊缝布置是否合理?若不合理,请说明原因并在图上加以改正.
(a)

(b)
 跨栏小背心1年前1
跨栏小背心1年前1 -
活tt人sky 共回答了18个问题
|采纳率94.4%A图的下面的圆盘与上面的圆管的结合处最好能车出一个止口,做定位用,用来保证套与板内孔同心,或者套整体插入板孔后焊接,B图筋板内侧要倒角,焊缝不要相交,那样焊接应力大,不是很好.1年前查看全部
- 在嫦娥二号工程中,火箭系统有近3万多个元器件,近10万个电缆电线,有4800多条焊缝,卫星系统有5万多个元器件,任何器件
在嫦娥二号工程中,火箭系统有近3万多个元器件,近10万个电缆电线,有4800多条焊缝,卫星系统有5万多个元器件,任何器件出问题都会影响成败。这说明 [ ]
A、整体功能大于部分功能之和
B、部分的性能高于整体的性能
C、整体具有部分没有的功能
D、有时部分对整体产生决定性影响雪滴子1年前1 -
jinyong1225 共回答了12个问题
|采纳率100%D1年前查看全部
- 有一锅炉汽包,已知内径,设计压力,汽包上装安全阀,其设计温度已知,材质为18MnMoNbR,双面焊缝,
有一锅炉汽包,已知内径,设计压力,汽包上装安全阀,其设计温度已知,材质为18MnMoNbR,双面焊缝,
100%探伤,焊缝系数和壁厚附加量已知,求汽包的名义厚度风雨飘摇客1年前1 -
娃娃超爱脸 共回答了25个问题
|采纳率88%缺少汽包设计压力,或者说缺少安全阀整定压力,假如不知道可以根据安全阀校验的压力确定汽包的压力,以计算1年前查看全部
- 为什么酸性焊条用直流电焊接时,焊缝的含氢量比交流电时低?
为什么酸性焊条用直流电焊接时,焊缝的含氢量比交流电时低?
低
另外,碱性焊条为什么DCEP焊时,氢含量比DCEN时低?小远771年前1 -
老爷出门了 共回答了19个问题
|采纳率78.9%所有的焊接过程对焊缝都是增氢的,氢元素来自于焊材、工件上的油锈和空气中的水汽,所以一般碱性低氢型焊材焊接前都需要烘干;
交流电施焊碱性焊条时电弧不稳定,而直流反接比直流正接也更稳定,所以焊缝焊枪量低确实跟直流反接的电弧比较稳定有关;
直流电弧焊时,焊件接电焊机输出端的正极,焊枪(焊钳)接输出端的负极的接线法,叫“正接法”也称正极性;
直流电弧焊时,焊件接电焊机输出端的负极,焊枪(焊钳)接输出端的正极的接线法,叫“反接法”也称反极性.
使用直流弧焊机焊接时,正接法焊件获得的热量高.
在熔化极焊接的情况下,直流反接的熔深稍浅,焊缝和熔池呈扁平状,有利于熔池液态金属中的气体逸出,同时电弧也比正接时稳定,焊接材料的产气造渣的保护效果也更好.1年前查看全部
- q345b钢埋弧焊焊缝,热影响区,母材的硬度关系是怎样的
q345b钢埋弧焊焊缝,热影响区,母材的硬度关系是怎样的
结果是焊缝大于热影响区大于母材.而且是从焊缝到母材不断减小.请问这是为什么?是不是埋弧焊焊丝的关系.xianhui3311年前1 -
g1h9rf 共回答了19个问题
|采纳率94.7%根炼钢有关系.焊接时产生的热量会使钢铁吸收大量C元素,C含量约大,钢铁越硬,所以越热的地方冷却下来以后越硬1年前查看全部
- 焊接时焊缝收缩变形产生的原因是什么?我记得是热胀冷缩,但是冷缩的量怎么还要大于热涨的量?跪求大侠解
焊接时焊缝收缩变形产生的原因是什么?我记得是热胀冷缩,但是冷缩的量怎么还要大于热涨的量?跪求大侠解
板对接时,收缩缝产生的应力是向两端扩散,为什么用分段退焊可以减少变形?我知道是减少热量集中,但是好像还与力学有关,具体的力学是怎么样的呢gdyunyong1年前2 -
清水淡雅 共回答了16个问题
|采纳率75%把结构适当地分成部件,分别装配焊接,然后再拼焊成整体.使不对称的焊缝或收缩量较大的焊缝能自由地收缩而不影响整体结构.按照这个原则生产复杂的大型焊接结构既有利于控制焊接变形,又能扩大作业面,缩短生产周期.1年前查看全部
- Q345E钢结构CO2气体保护焊焊接,要求焊缝能达到-40摄氏度冲击功,选用什么焊丝?ER50-6能达到吗?
花炮1年前1
-
zhuyingpiaopiao 共回答了21个问题
|采纳率95.2%这种焊 丝只能达到低温-30时的冲击功,-40度时它的冲击功比Q345E要求值34要低得多,不能用.可以选ER55-NI1焊丝1年前查看全部
- 焊接的焊缝要饱满用英语怎么说?
jerry10111年前2
-
jiayun919 共回答了26个问题
|采纳率92.3%welding seam should full1年前查看全部
- 截面模量;惯性矩;面积矩.焊缝截面的截面模量?焊缝截面对其中和轴的惯性矩?焊缝截面在计算剪应力处以上部分对中和轴的面积矩
截面模量;惯性矩;面积矩.
焊缝截面的截面模量?
焊缝截面对其中和轴的惯性矩?
焊缝截面在计算剪应力处以上部分对中和轴的面积矩?
T型焊件的形心的计算公式?
请各位多多指教!(以上是本人在钢结构上看到的,但没有写具体的公式和推导过程)犹大草民1年前1 -
linlei2003 共回答了21个问题
|采纳率90.5%我记得我学的时候课本上都是给出的呀,怎么你的教材上没有写吗?去材料力学上面查查,T行截面形心我记得是在哪门课里面学的1年前查看全部
- 22.焊接过程中,焊接区内充满大量气体,不断地与熔化金属发生冶金反应,其中对焊缝影响最大的是( )
22.焊接过程中,焊接区内充满大量气体,不断地与熔化金属发生冶金反应,其中对焊缝影响最大的是( )
焊接过程中,焊接区内充满大量气体,不断地与熔化金属发生冶金反应,其中对焊缝影响最大的是( ).
A.CO2
B.O2
C.CO
D.H2
E.N2
多项选择 说明缘由brandysong1年前1 -
nk7788 共回答了30个问题
|采纳率93.3%B 氧的化学性质很活泼,在焊接高温下可与许多金属元素作用,不仅使焊缝金属有益合金元素烧损,还会使焊缝金属的力学性能,塑性和任性严重下降!D 氢对许多金属及其合金的焊接质量是有害的,对结构钢焊接的有害作用如下1:...1年前查看全部
- 两块板厚为5mm,宽为500mm的钢板对接在一起,两端承受28400N的拉力,该焊缝的许用拉应力为142MPa
两块板厚为5mm,宽为500mm的钢板对接在一起,两端承受28400N的拉力,该焊缝的许用拉应力为142MPa
试校核该焊缝是否安全?卢小琴1年前1 -
第997场 共回答了24个问题
|采纳率75%焊缝受拉应力为:28400/(0.005*0.5)=11360000pa
单位换算之后的焊缝拉应力与许用应力对比:
11360000pa/1000000=11.36Mpa小于焊缝的许用拉应力142MPa.
结论:焊缝拉应力11.36Mpa小于焊缝的许用拉应力142MPa,故焊缝安全.1年前查看全部
- 图中焊缝的数字代表了什么?
TSPP791年前0
-
共回答了个问题
|采纳率
- 采用E308-16焊条焊接1Cr18Ni9不锈钢和Q235低碳钢,当母材的熔合比为30%~40%时,焊缝为什么组织
采用E308-16焊条焊接1Cr18Ni9不锈钢和Q235低碳钢,当母材的熔合比为30%~40%时,焊缝为什么组织
A、单相奥氏体 B、奥氏体+马氏体 C、珠光体+铁素体 D、马氏体liluye9251年前1 -
一个被骗的人 共回答了15个问题
|采纳率100%B、奥氏体+马氏体1年前查看全部
- 在焊接符号表示法中,点焊缝和环焊缝都用圆圈表示,如何区别?
piglove11年前0
-
共回答了个问题
|采纳率
- 我有一台华美德WSE250逆变交直流方波氩弧焊机,为什么焊接时火花四溅,焊缝有很多气孔?
designmee1年前1
-
Mac432 共回答了21个问题
|采纳率85.7%被焊材质是否有油污、水分等没有清理,保护气体氩气是否有问题,若加丝焊接 焊丝是否经过保温处理,1年前查看全部
- 英语翻译所有弧坑必须填满至焊缝的整个横截面,避免弧坑裂纹的出现.All craters shall be filled
英语翻译
所有弧坑必须填满至焊缝的整个横截面,避免弧坑裂纹的出现.All craters shall be filled to provide the specified weld size to avoid crater cracks.
我翻译的有没有语法错误请指出,看看还有么更好的幸福女人最美丽1年前1 -
张希希 共回答了12个问题
|采纳率91.7%The whole cross section all craters must be filled to the seam,avoid crater crack.我觉得你可以在百度面直接搜索在线翻译,这是翻译结果1年前查看全部
- 大管径焊接时多人同时焊接,同一焊缝上盖面层可否出现不同的焊接道数?
大管径焊接时多人同时焊接,同一焊缝上盖面层可否出现不同的焊接道数?
就是在大管径壁厚较厚的情况下,在一道焊缝上出现了一部分为多层多道焊缝一部分为多层单道焊缝,但是无损检测和试压都是合格的.kinto1年前1 -
dyfgsq 共回答了17个问题
|采纳率100%盖面宽度、高度要尽量做到一致!道数最好都一样!这样比较美观!1年前查看全部
- 英语翻译钢管表面允许有不超过壁厚负偏差的划道、划伤、焊缝错位、烧伤和结疤等轻微缺陷存在.允许焊缝处壁厚增厚和内缝焊筋存在
英语翻译
钢管表面允许有不超过壁厚负偏差的划道、划伤、焊缝错位、烧伤和结疤等轻微缺陷存在.允许焊缝处壁厚增厚和内缝焊筋存在
这个翻译成英文怎么翻译Louisman891年前1 -
悠悠ll 共回答了15个问题
|采纳率86.7%The steel pipe surface permission has does not surpass wall thickness negative deviation to delimit,to scratch,the welded joint dislocation,the burn and the scar and so on the slight flaw existence.Permits the welded joint place wall thickness accumulation and in the seam welds the muscle existence
在网上翻译的谢谢1年前查看全部
大家在问
- 1美国官员的言外之意是: 周总理的言外之意是:
- 21.电荷的基本单位是().A.安秒 B.安培 C.库仑 D.千克 2.只要有()存在,其周围必然有磁场.A.电
- 3what do people have dinner 是人们晚饭吃什么吗,那为什么要加一个for呢
- 4设二次函数f[x]=x²+bx+c[b,c∈R],已知不论α,β为何实数, 设二次函数f[x]=x²
- 5碘化亚铜的配制加入先后问题碘化亚铜:A称取3.1g硫酸铜溶于15ml 1+2硫酸中.B另称取2g碘化钾和1.2g亚硫酸钠
- 6四面体的顶点和各棱中点共10个点,在其中取4个不共面的点,则不同的取法共有( )
- 77道数学填空,30分悬赏!一场足球赛门票原价为20元一张,现采取降价措施后观众增加了一倍,收入增加1/5,则一张门票应降
- 88x+3y=38,不好意思,这个方程要求y和x,x不能大于4,用枚举法,可我弄不明白枚举法怎么用
- 9矩形OABC在A(0,2),B(2根号3,2),C(2根号3,0),O(0,0)
- 1020升的热水器装满水,电阻丝产生的热量有80%被水吸收,从20℃加热到80℃要多长时间?
- 11已知一铁球的质量是2.2kg,体积是0.4乘10^-3立方米,试鉴定此球是空心还是实心的
- 12关于devote是be devoted to doing 还是devote to doing
- 13《师说》中的夫庸知其年之先后生于吾乎
- 14如图,A,B,C三点在同一平面内,从山脚缆车站A测得山顶C的仰角为45°,测得另一缆车站B的仰角为30°,AB间缆绳长5
- 15夏天的夜晚,小明听到某种昆虫的叫声。昆虫是靠翅的___________发声的。小明的爸爸说:“这是蟋蟀在叫。”爸爸是以声