夹具中的夹紧构造应满足哪些要求!常用夹紧机构有几件大类
 anthonyup2022-10-04 11:39:541条回答
anthonyup2022-10-04 11:39:541条回答
已提交,审核后显示!提交回复
共1条回复
 念难缘 共回答了18个问题
念难缘 共回答了18个问题 |采纳率88.9%- 一:
1.在夹紧过程中应能保持工件定位时所获得正确的位置
2.夹紧力大小适当.夹紧机构应能保证在加工过程中工件不产生松动或震动,同时又要避免工件产生不适当的变形和表面损伤.夹紧机构一般有自锁性.
3.夹紧装置应操作方便,省力,安全.
4.夹紧装置的复杂程度和自动化程度应与生产批量和生产方式相适应.结构设计应力求简单,紧凑,并尽量采用标准化元件.
二:
常用夹紧机构有:斜锲夹紧机构,螺旋夹紧机构,偏心夹紧机构,铰链夹紧机构,定心夹紧机构,还有杠杆夹紧机构 - 1年前
相关推荐
- 法兰盘的作用夹具设计和工艺卡片!
eedcdc1年前1
-
ttxx者 共回答了17个问题
|采纳率88.2%法兰盘只是一个统称,通常是指在一个类似盘状的金属体色的周边开上几个固定用的孔用于连接其它东西.它的作用是连接及传动.
这东西在机械上应用很广泛,所以样子也千奇百怪的,只要像就是叫法兰盘.
还有,名字是来源于英文flange~~~~~~1年前查看全部
- 数控机床加工时对夹具的夹紧装置有哪些基本要求
lalafeng1111年前1
-
罗爱秀 共回答了23个问题
|采纳率87%基础要求:
1、3轴定位,固定牢固;
2、定位基准安全、可靠、方便装夹;
3、夹具结构简单、易于安装与拆卸;
4、夹具坚固、安全;
5、一次装夹可以尽可能完成多个面的连续加工;
6、夹具精度高,强度好;1年前查看全部
- 求夹具设计大神说下夹具设计过程~学要什么计算
canelsecan1年前1
-
shallar 共回答了19个问题
|采纳率84.2%1.根据产品形状设计夹持,考虑快速装卸及夹持力
2.根据加工方法避开刀具,轨迹避免干涉,
先想到这里1年前查看全部
- 如果加工一个零件只需要限制3个自由度,但设计夹具时因为一些原因限制了4个自由度,这样可不可以?
jingl_5011年前1
-
z574928096 共回答了16个问题
|采纳率100%是这样:零件加工欠定位决不允许,但过定位在一些场合下是允许的.
具体到你的问题:需要限制的3个自由度你已经明确,如果你增加限定的自由度和前述没有重复,则是允许的.举个例子:加工需要限定X转、Y转、Z平,你如果又限定了Z平,不允许;若限定了Z转,没问题.1年前查看全部
- 问问机械加工的定位问题 有关夹具设计的问题请问:1,铣Φ108mm外圆的两侧面时,要选哪个定位
问问机械加工的定位问题

有关夹具设计的问题
请问:1,铣Φ108mm外圆的两侧面时,要选哪个定位基准和定位方案
2.钻Φ9mm的孔时,要选哪个定位基准和定位方案byak1年前1 -
yecw 共回答了16个问题
|采纳率93.8%最好先车外形,这样所有的圆都能有很好的同轴度,然后上铣床,再以fai80来定位夹紧铣两个缺面和钻孔,当然铣面和钻孔的时候,先找正fai108.这种零件的外形很简单,不需要设计夹具,镗一个软爪就可以了. 位置度0.15算是很松 的要求了,现在的稍微好一点的铣床都能达到.通过车保证同轴度来间接保证位置度,一点压力没有.1年前查看全部
- 柴油机连杆加工夹具方案加工过程中使用的夹具
最后的夏日时光1年前1
-
fengyunx 共回答了18个问题
|采纳率88.9%铸件主要是行腔定位,一次完成两个孔的加工,要用到加工中心的
如果没做过 那关键问题是孔径质量与型位公差了1年前查看全部
- 英语翻译我们将监控夹具的磨损情况,再出现有不合格的**时候,修理或更换夹具
紫缘懿爱1年前3
-
dsfgwergoiu 共回答了22个问题
|采纳率90.9%很高兴能够在这里回答你的问题,应该为:
We will monitor the wear of the fixture,and there is not qualified when * *,repair or replace the fixture1年前查看全部
- 英语翻译本工序是为完成钻、扩、铰杠杆 10H9孔和 11孔所设计的一套钻床夹具.主要技术指标是保证工件的加工精度、提高生
英语翻译
本工序是为完成钻、扩、铰杠杆 10h9孔和 11孔所设计的一套钻床夹具.主要技术指标是保证工件的加工精度、提高生产效率、工艺性好和使用性好.在设计夹具时为满足工件的加工精度要求,考虑了合理的定位方案、合适的尺寸、公差和技术要求,并进行了必要的精度分析.由于是中批量生产,采用了翻转式钻床夹具,以便提高生产效率,在工艺性方面这种夹具的结构简单、合理、便于加工、装配和检修.而且操作简便、省力、安全可靠,排屑也方便.通过对钻床夹具的设计,进一步巩固和使所学专业知识得到综合运用.学会查阅和收集技术资料,提高运用计算机辅助设计的能力,树立正确的设计思想和严谨的工***.wenningleilei1年前1 -
文丑儿 共回答了17个问题
|采纳率94.1%This procedure is to complete drilling, reaming lever, expanding 10H9 holes and 11 holes in the design of a set of drilling fixture. Its main technical indices is the guarantee of workpiece machining precision and improve production efficiency, workmanship good and practicability. In design fixtures for satisfy the requirements of machining accuracy, considering the reasonable positioning scheme, suitable dimension and tolerance and technical requirements, and through the necessary precision analysis. Because be in batch production, adopted tilting drilling fixture, so as to improve the production efficiency, in the aspect of this fixture simple and reasonable structure, convenient in fabrication, assembly and maintenance. And simple operation, energy saving, safety, reliability, scraps discharge convenient also. Through drilling fixture design, further consolidate and make what learn professional knowledge get comprehensively. Learn to access and collect technical data, by using computer aided design ability, establishing the correct design idea and the rigorous work wind.1年前查看全部
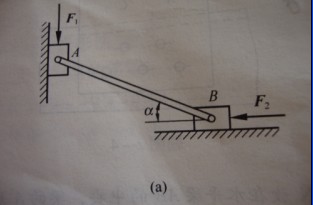
- 懂理论力学的进来夹具中所用的两种连杆增力机构如图,已知推力F1作用于A点,夹紧平衡时杆AB与水平线的夹角为a,求对于工件
懂理论力学的进来
夹具中所用的两种连杆增力机构如图,已知推力F1作用于A点,夹紧平衡时杆AB与水平线的夹角为a,求对于工件的夹紧力F2和当a=10度时的增力倍数F2/F1.
图片2进行受力分析。
 亦心封情断爱1年前2
亦心封情断爱1年前2 -
annexu80 共回答了13个问题
|采纳率84.6%F2=FABcosa ,F1=FABsina F2/F1=cota1年前查看全部
- 机械夹具中的分度盘怎么算360度/40=72度/*。
机械夹具中的分度盘怎么算360度/40=72度/*。
出现小数或分数怎么摇,可举例说明。
快乐幸福每一天1年前1 -
sunxiaoxia0719 共回答了19个问题
|采纳率73.7%我认为C6140车床齿轮零件工艺与夹具设计(钻4-Φ5孔钻夹具) [工艺夹具] 摘 要本课题主要是设计钻模的支承套加工工艺及夹具的设计,在设计中采用先设计该支承套的加工工艺再根据加工工艺来选取夹具的设计的方案和夹具的具体设计;而设计的重点是夹具的设计。4-Φ5孔有垂直度和同轴度的要求,加工该孔的夹具笔者采用了分度盘和螺母夹紧。为... 夹具毕业设计 :...1年前查看全部
- 求机械制造课程设计:“左摆动杠杆”的工艺设计过程及其夹具设计!
求机械制造课程设计:“左摆动杠杆”的工艺设计过程及其夹具设计!
包括零件图,工序卡片,夹具装配图,说明书等
尺寸:http://www.***.com/view_image.php?pic=Wx0GGlFDXA1VUwMAWx0SCwkNGRFcVxxQW1UcCxMFRBkDCFdVV1cRRhpWRF1DSwwOBwUBChw9QDMGHBw8WgBrai0xKzwzNC4tGRgDBg0MBFxEX1lCAwpf&title=u%2FrQtdbG1Oy8vMr1u%2Fm0ob%2FOs8zJ6LzGIDYtMjPX87Datq%2B43LjLILv60LW5pNLVy7XD98rp&version=2&c=Njk3MGFlMzQwMTFmZGY1ZTVlODA3MDA4MDMzNjRjNGI%3D&itemId=10715114633&shopId=62481658&sellerRate=83&dbId=&fv=9
 无望的骆驼1年前2
无望的骆驼1年前2 -
jsnthmzw 共回答了22个问题
|采纳率95.5%已发送!1年前查看全部
- 在夹具中,用一个平面对工件的平面进行定位,可以限制工件的3自由度.为啥是三个呀 我觉得是4个呢
shenxin25371年前1
-
吃着零食的闵aa 共回答了14个问题
|采纳率92.9%限制是三个.还有X移动、Y移动和一个旋转没限制.1年前查看全部
- 电压表改电流表为什么我看到我们公司里的工程师可以吧做夹具的数字电压表可以改成电流表来用!怎么改的?
leilei48701年前1
-
abcdabcd521 共回答了17个问题
|采纳率94.1%通常来说,电工实验室中的电流表不能改装成电压表,因为这些表所用的表头的灵敏度较低,不适合改装成电压表.
内接法和外接法指的是指同时用电压表、电流表测某一负载的电流和电压的接法 .
内接法指电压表和负载并联,然后再与电流表串联.
优点是电压测量不存在系统误差,但电流表的测量结果存在系统误差.
外接法指电流表先和负载串联,然后再整体与电压表并联.
优点是电路测量不存在系统误差,但电压表的测量存在系统误差.1年前查看全部
- 英语翻译根据原始资料对活动钳口零件的机械加工工艺规程及专用夹具设计进行了研究.通过设计与学习,对制造活动有一个总体的、全
英语翻译
根据原始资料对活动钳口零件的机械加工工艺规程及专用夹具设计进行了研究.通过设计与学习,对制造活动有一个总体的、全貌的了解与把握,能掌握金属切削过程的基本规律,掌握机械加工的基本知识,能选择加工方法与机床、刀具、夹具及加工参数,具备制订工艺规程的能力和掌握机械加工精度和表面质量的基本理论和基本知识,初步具备分析解决现场工艺问题的能力.通过运用UG设计零件,了解了加工零件所选用的设备、工装及机床的切削运动来进行工艺规程设计,包括毛坯的确定、基面的选择、工艺路线、机械加工等,并制作了工艺卡片.tian涯TT1年前1 -
geraint521 共回答了15个问题
|采纳率93.3%According to the original material to clamp the mouth parts activities machining process planning and special fixture design. Through the design and study of manufacturing activity, a whole, the panorama of understanding and grasp, to master the basic rules of the metal cutting process, and master the basic knowledge of mechanical processing, can choose processing method and machine tool, cutting tool, fixture and processing parameters, have the ability of making process planning and control of the machine machining precision and surface quality of basic theory and basic knowledge, preliminary analysis and solution of the ability of the process on site. By using UG design parts, learned about the processing parts for the use of equipment, tooling and machine cutting movement for process planning design, including the blank, and determine the selection, the process route, machinery processing etc, and make the process card.1年前查看全部
- (从夹具、加工工艺方面考虑)毕业论文啊,数控加工零件的装夹就是数控车零件的装夹,从夹具、加工工艺方面考虑
kathyishappy1年前1
-
nono1003 共回答了15个问题
|采纳率100%能详细一点吗?
加工中心 单件生产是不用考虑的
数控铣 数控车 数控折弯 都不一样的
你一篇论文全部涵盖?
建议你 从某种加工方式下手 比较普通和数控的差异
加工精度、成本、零件的运用场合 等
比如成本 ——产量达到多少 使用数控 以及专用夹具有优势 反之 应该用普通加工1年前查看全部
- 英语翻译1)C04零件折弯方向错误;2) 泵固定板焊接定位夹具不具有错位防呆功能,当A01与A02在未能与夹具重合平齐的
英语翻译
1)C04零件折弯方向错误;
2) 泵固定板焊接定位夹具不具有错位防呆功能,当A01与A02在未能与夹具重合平齐的情况下依然能够
1)折弯操作人员增强质量意识,加强自检,控制不良品产生,流出;
2)泵固定板焊接夹具已改善,增加定位防呆功能(如图),杜绝此不良再发.HODAY1471年前2 -
71643210 共回答了19个问题
|采纳率100%1) C04 part bending in the wrong direction;
2) pump mounting plate welding positioning fixture does not have a foolproof function of dislocation,when the A01 and A02 in the failure to coincide with the fixture is still able to flush the case of
1) bending operators enhance the quality awareness,strengthen self-control defective production,outflow;
2) pump mounting plate welding fixture has been improved to increase the function of positioning Goggles (pictured),put an end to this bad relapse.1年前查看全部
- 设计夹具时,定位元件的公差约等于工件公差的()倍
设计夹具时,定位元件的公差约等于工件公差的()倍
A1/2左右 B2倍 C1/3左右 D3倍水上春风1年前1 -
mian3fei 共回答了15个问题
|采纳率80%A肯定1年前查看全部
- 我想做个小的铝合金材料做成的夹具,用铝合金什么材料比较好呢?
ww的1年前1
-
门是开着的 共回答了23个问题
|采纳率95.7%个人建议用70系列的铝材好点.硬度高.不容易变形.60系列的一般软一些.1年前查看全部
- 来看此图.关于夹具定位,过定位 最下侧的两个10.5的小圆,加工时,需要如何定位,我在37的大圆处放置了长圆销
来看此图.关于夹具定位,过定位

最下侧的两个10.5的小圆,加工时,需要如何定位,我在37的大圆处放置了长圆销,定位了4个自由度
可是下面的30的圆哪里如何定位,很容易就过定位了,求指教,课设中事过静迁1年前1 -
zsdiilkjai 共回答了19个问题
|采纳率89.5%30的圆,用菱形销(削边销)定位,可以避免过定位.菱形销长轴垂直于纸面.还需轴向定位(可以用37大圆的端面,等)1年前查看全部
- 英语翻译目前工作情况目前工作主要负责夹具,ME等191工作中心的产品,这些产品产量需求逐次降低,品质比较稳定,COQ改善
英语翻译
目前工作情况
目前工作主要负责夹具,ME等191工作中心的产品,这些产品产量需求逐次降低,品质比较稳定,COQ改善空间较小,现主要改善是G产品的导入,由于芯片测试率较低,现正在研究分析中,不过这是G产品降成本的一个方向,在转产中QE需特别注意:
1.直通率,Top3不良的分析,Chip测试率
2.与普通G产品的数据比较,分析
3.COQ对比
4.Risk分析
5.检验标准的修订
C产品:注意光纤防护,客户投诉多次玻璃头光纤断,当然客户的原因占大多数,内部也要做Process Mapping来评估
其余产品注意工程变更的验证,RMA分析,客户投诉.
祝愿公司生意蒸蒸日上,成为光器件供应商中的翘楚!四类ff1年前1 -
yuxiao11984 共回答了16个问题
|采纳率87.5%My current work introduction
I am now responsible for clamps,ME and other 191 work center products.These products demanding is getting down,and quality is more stable,so the improvement space of COQ is small,what we improved is the introduction of G product,As the chip test rate is low,and it is still in analysis,but it is the direction for G product to reduce the cost.There are something need pay more attention when transition:
Straight pass rate. Un-qualified rate of Top 3,Chip test rate
To compare with normal product and have some analysis
Compare of COQ
Risk analysis
Checking and revision of test standard
C product:need protect and maintnance of fibre-optical.Glass head fibre optical has been claimed many times,although customers has some unproperly operation,but we still need process mapping to evaluate
Other products need the verify for project change,RMA analysis and customers claims.
Hope the company has a prosperous business this year,and to be the best ones of the industrial.1年前查看全部
- 求下图铣结合面(黄色画圈的),应该设计什么样的专用夹具和用什么铣床?
求下图铣结合面(黄色画圈的),应该设计什么样的专用夹具和用什么铣床?


最好能给个夹具图的基本设计思路或大概的工艺图,阿猫猫在aa1年前2 -
fyhtgtyy 共回答了16个问题
|采纳率81.3% 立铣.1压板,2定位板3.4.6螺栓5弯板【与压板平行』.抱歉没有画图工具,整个画面视为弯板立面
立铣.1压板,2定位板3.4.6螺栓5弯板【与压板平行』.抱歉没有画图工具,整个画面视为弯板立面
将弯板校正固定在工作台上,初装时将2放在工作台3先不要旋紧,4装夹工件不要旋紧,压板将工件固定,旋紧4.2,以后只松4.6装卸工件即可.1年前查看全部

- 12.在夹具中,用一个平面对工件的平面进行定位,为什么可以限制工件的3自由度.是哪3个呢
wxl0371年前1
-
wendy0903 共回答了13个问题
|采纳率92.3%在夹具中,用一个平面对工件的平面进行定位,平面内不在一条直线的三个点,是定位点,限制三个自由度.分别是,垂直于平面的移动;除了在平面上转动的其它两个转动,一共3个自由度被限制.1年前查看全部
- 确定工件在夹具中应限制自由度数目的依据是什么
fuijk1年前1
-
hao123ma 共回答了13个问题
|采纳率69.2%工件是否完全定位,理论上应该限制六个,完全定位,但是实际操作中限制3,4,5,6情况都有.1年前查看全部
- 确定工件在夹具中应限制自由度数目的依据是什么?能否举例说明下
确定工件在夹具中应限制自由度数目的依据是什么?能否举例说明下
完全定位,欠定位,过定位的定义轨道风格21年前1 -
313978374 共回答了25个问题
|采纳率84%其依据是需要约束程度.比如车床卡盘其约束程度是百分之一百,不允许有任何与卡具之间的相对运动.以上属于全定位.欠定位,比如台钳,其正反两面定位很好,但是两侧则有移动的可能.过度定位是约束点选择过多的意思.现代卡具基本不会出现过度定位的设计.1年前查看全部
- 原理误差是由于采用了()而产生的误差 A不同的夹具B近似的加工的运动轨迹C不同的机床D不同的刀具
轻轻舟舟1年前1
-
xiaya01 共回答了14个问题
|采纳率92.9%原理误差是由于采用了近似的加工的运动轨迹而产生的误差1年前查看全部
- 机床夹具设计,一面两孔定位的相关问题.
机床夹具设计,一面两孔定位的相关问题.
在一面两孔定位的问题上,书上说面是限制z轴移动,x轴、y轴转向的自由度!短圆销限制x轴、y轴的移动的自由度,另一短圆销和前一短圆销联合限制z轴的转向的自由度和x轴移动自由度!其中x轴的移动自由度被重复定位!我个人觉得有些问题!第二个短圆销限制不仅仅是两个自由度吧!应该还限制了y轴的移动自由度!从而应该是x轴、y轴的移动自由度都被限制!TYLCHINA1年前1 -
戴长 共回答了12个问题
|采纳率83.3%第二个是菱形销
没有过定位 只限制了x移动自由度 但是和第一个销配合 这个限制 转化为了 对z轴的转动
所以总的来说 菱形销只限制了z的转动1年前查看全部
- 工装夹具的英文怎么说啊工装和夹具用英语怎么说啊
偶喜欢ML1年前3
-
july_hlp 共回答了16个问题
|采纳率87.5%“工装”即工艺装备:指制造过程中所用的各种工具的总称.包括刀具/夹具/模具/量具/检具/辅具/钳工工具/工位器具等.工装为其通用简称.
故工装可意译为work tool.
夹具,可翻译为workholder、fixture、clamp.1年前查看全部
- 怎样画回水盖车两孔夹具装配图上各个零件的画法?
和天宇一起进步1年前1
-
qtnet 共回答了19个问题
|采纳率84.2%1、先确定基准;
2、确定个零件的位置;
3、下笔绘画;
4、标注(尺寸、形位公差)
5、局部视图.
6、剖面线
7、技术要求及标题栏(明细栏)1年前查看全部
- 机械制造工艺的题1.用钻夹具获得孔位置精度的方法属于( ) A. 试切法 B.调整法 C. 定尺寸刀具法 D. 自动控制
机械制造工艺的题
1.用钻夹具获得孔位置精度的方法属于( )
A. 试切法 B.调整法
C. 定尺寸刀具法 D. 自动控制法
2.在夹紧装置设计中,确定夹紧力是指(A )
A. 确定夹紧力的大小 B. 确定夹紧力的方向
C. 确定夹紧力的作用点 D. 确定夹紧力的大小、方向和作用点
3.调质热处理一般应安排在( )
A. 粗加工之前 B. 光整加工之前
C. 粗加工之后半精加工之前 D. 半精加工之后
4.有色金属的精加工应采用()
A. 磨削 B.珩磨
C. 金刚镗或高速精车 D. 上述方法都可以
5.在生产中批量越大,准备与终结时间摊到每个工件上的时间就越( )
A.少 B.多 C.无关 D.一样
6.车床主轴轴颈和锥孔的同轴度要求很高,常采用( )来保证
A. 基准重合 B. 互为基准 C. 自为基础 D. 基准统一
7. 在一个工步中,若需切去的金属层很厚,则可分为几次切削,则每进行一次切削 就是一次(B )
A. 工步 B. 走刀 C. 安装 D. 加工
8.在平面磨床上磨削工件的平面时,不能采用下列哪一种定位?( )
A.完全定位 B.不完全定位 C.过定位 D.欠定位
9.夹具的主要功能是定位和( ),另外可能还有对刀以及导向功能.
A. 找正 B. 装夹 C. 保证安全 D. 夹紧;
10.各类专用夹具之所以得到广泛应用,就是因为夹具能降低生产成本,提高劳动生产率,改善工人的劳动条件,更重要的是能够保证( )
A. 装夹 B. 定位 C. 加工精度 D. 找正过程
11.在金属切削机床上使用的夹具统称为().
A工艺装备 B机床夹具 C加工定位装置 D机床附件
12.我们把工件在夹具中占据正确位置后并固定的过程称为( ).
A装夹 B定位 C划线找正 D找正过程
13.在三维空间用合理分布的六个支承点制约物体的六个自由度我们称之为( ).
A定位原理 B夹紧原则 C六点定位规则 D定位过程
14.夹具的主要功能是定位和( ),另外可能还有对刀以及导向功能.
A找正 B装夹 C保证安全 D夹紧
15.工件以外圆柱面在长V形块上定位时,限制了工件( )自由度.
A.6个 B.5个 C.4个 D.3个
16.机械加工中直接改变工件的形状、尺寸和表面性能使之变成所需零件的过程为( )
A、生产过程 B、工艺过程 C、机械加工工艺过程
寄生人111年前1 -
shichangxs 共回答了18个问题
|采纳率83.3%我是学机械的,希望答案会对你有用.
A,D,C,A,A,B,B,D,D,C,B,A,C,D,C,C1年前查看全部
- 请问“夹具,台具和工位器具”用英语分别怎么说?
请问“夹具,台具和工位器具”用英语分别怎么说?
我知道夹具肯定是clamp,但是另外两个呢?yeshou_19801年前3 -
春春猪 共回答了13个问题
|采纳率84.6%夹具clamp
台具platform
工位器具
work place tool chests;parts stands and racks1年前查看全部
- 曲轴加工组合机床及专用夹具设计 的英文翻译
memezi371年前1
-
泪月无痕 共回答了16个问题
|采纳率87.5%曲轴加工组合机床:Crankshaft processing combined machine tool
专用夹具设计:Design of special fixture
希望对你有用.1年前查看全部
- 确定工件在夹具中应限制自由度数目的依据
腾讯QQtt中心1年前2
-
kamilalove 共回答了16个问题
|采纳率93.8%主要看你加工几个面
加工5个面就是5个自由度不动.其他的差不多,只要不过定位就行.1年前查看全部
- 英语翻译本机床的使用方法: a、按照被剪材料的厚度,调整刀片的间隙.b .根据被剪材料的宽度调整靠模或夹具.C、机床操
英语翻译
本机床的使用方法: a、按照被剪材料的厚度,调整刀片的间隙.b .根据被剪材料的宽度调整靠模或夹具.C、机床操作前先作 1 — 3 次空行程,正常后才可实施剪切工作.黄沙飞扬1年前1 -
zz工作者 共回答了15个问题
|采纳率86.7%本机床的使用方法:
a、按照被剪材料的厚度,调整刀片的间隙.
b .根据被剪材料的宽度调整靠模或夹具.
C、机床操作前先作 1 — 3 次空行程,正常后才可实施剪切工作.
【The usage of the machine:】
a Adjust the blade clearance according to the thickness of cut material, .
b Adjust the profile modelling or fixture according to the width of the cut material.
c Before operating the machine tool,please perform noncutting stroke for 1-3 times. The implementation of the shearing work is only feasible when everything goes well.1年前查看全部
- 实验中,为什么在称衡球和细杆的质量时必须将安装夹具取下?为什么它们的转动惯量在计算中又未考虑?
小飞飞飞飞1年前1
-
wujinye139 共回答了15个问题
|采纳率86.7%夹具具有质量,不可忽略,会影响实验量的转动惯量.夹具随着球摆动,大部分在球与质心的连线上,只有少部分在球的一头,因此,转动惯量可以忽略.1年前查看全部
- 英语翻译夹具重心低,稳定可靠,工作种不易翻到 怎么翻译
349578711年前2
-
zhimahu200 共回答了16个问题
|采纳率81.3%Fixture's center of gravity is low,
is steady and reliable,
Don't easy to overset in work.1年前查看全部
- 一个轴,以一端四方头为夹具定位,在轴中段加工与四方头各面呈45°的两对称面,这应该设计一个怎样的夹具? 如果用双面铣床应
一个轴,以一端四方头为夹具定位,在轴中段加工与四方头各面呈45°的两对称面,这应该设计一个怎样的夹具? 如果用双面铣床应该如何设计? 用哪种机床?夹具采用气泵给压紧力,气泵如何设置? 如何计算夹具相关力?
sywbg1231年前1 -
12345677854 共回答了17个问题
|采纳率94.1%就用工厂里最常用的万能分度头+尾座+立式铣床(X52、X52K等)就搞定.分度头上四爪,夹住一端方头,另一端用尾座的顶尖顶住.旋转分度头调好45°角度.就OK了.铣好一边后,旋转180°,铣另一边.1年前查看全部
- 铣床夹具上的定位键是用来( ).A、使夹具在机床上定位 B使夹具在机床上定向
geniebo1年前1
-
冷小希 共回答了35个问题
|采纳率88.6%1年前查看全部
- 求有关夹具的英语文章 字数三千左右!
求有关夹具的英语文章 字数三千左右!
求有关夹具的英语文章 字数三千左右.goodball20061年前1 -
lensarple 共回答了14个问题
|采纳率92.9%Fixed processing object used in the mechanical manufacturing process,so that possession of the correct position to accept the construction or installation,testing,also known as the fixture (Qi ǎ J job).In a broad sense,any step in the process,used to rapidly and conveniently,safely installed device of workpiece,are referred to as the fixture.For example,welding fixture,test fixture,jig,fixture etc..The fixture is the most common,often referred to as the fixture.In the processing machine parts,requirements for the size,shape and surface and other mutual position precision,so that the workpiece surface can meet the provisions of drawings,the workpiece before processing must be installed (location),to (clamp).The fixture is usually composed of positioning element (determine the correct position of a workpiece in the fixture,clamping device),tool guide element (determine the tool and workpiece relative position or direction guiding tool),dividing device (machining,the workpiece can be completed in a number of positions in the installation of a rotary indexing device and linear motion indexing device two class),connected component and fixture (jig base).
Fixed processing object used in the mechanical manufacturing process,so that possession of the correct position to accept the construction or installation,testing,also known as the fixture (Qi ǎ J job).In a broad sense,any step in the process,used to rapidly and conveniently,safely installed device of workpiece,are referred to as the fixture.For example,welding fixture,test fixture,jig,fixture etc..The fixture is the most common,often referred to as the fixture.In the processing machine parts,in order to make the surface of the workpiece to achieve the specified dimensions,geometric drawing fixture types according to use can be divided into:universal fixture.If the machine vice,chuck,chuck,dividing head and rotary table,a lot of generality,can better adapt to the manufacturing process and the transform of the object,its structure type,size,specifications have been series,most of which have become a standard accessory machine.The special fixture.For some parts in the process of clamping and specialized design and manufacture,service object specific,highly targeted,generally by the manufacturing factory to design.Common lathe fixture,milling fixture,jig (tool fixture guide drilling on the workpiece or reaming use),boring mode (guided boring bar fixture in the workpiece boring use) and the follower fixture (jig for mobile type modular machine tool automatic line).The adjustable fixture.Special fixture can be replaced or adjusting element.The modular fixture.The fixture is composed of different shapes,specifications and the use of standardized components,applicable to the trial of new products and product often replace the one-piece,small batch production and temporary.
In addition,vice,chuck,dividing head and rotary table,there is also a more general call handle,generally speaking,the term tool and fixture at the same time,most of the fixture refers to the hilt.1年前查看全部
大家在问
- 1姓 开头拼音大写字母是E的是哪几个
- 2按要求完成作图:(1)如图甲所示,轻质硬棒OB可绕O点转动,在A处挂上一个重物后,在B点施加力F1,使棒静止于图示位置,
- 3A、B分别为第三、四两周期同一主族的不同元素
- 4写出下列反应的离子方程式。 (1)实验室用大理石制取CO 2 :___ (2)碳酸钾溶液跟盐酸反应:___ (3)铜片插
- 5已知方程5分之4-2(x+2011分之1)=5分之2,则代数式10-20(x+2011分之1)的值是
- 6shoot以及leap的现在分词
- 7根号13×根号2÷根号13÷3根号2+(根号2-1)的零次
- 8I forget __________(是谁)told the interesting story.(be)
- 9I hav'e hurt so many times but i have to try to make it righ
- 10英語同義句 1.can you tell of what i should say at the meeting ...
- 11在三角形ABC中角BAC=90度AD垂直BC于DCE平分角ACD交AD于点GEF垂直BC于F试说明四边形AEFG是菱形
- 12相互碰撞形成南美洲西侧系列山脉的两大板块是
- 13英语高手请帮忙看看这篇文章有什么语法错误吗,或者有表达错误,用词不当等等,请一一指出谢谢
- 14麻花的由来
- 15开心英语高一年级阅读理解与完形填空150篇答案.